通过认证
通过认证
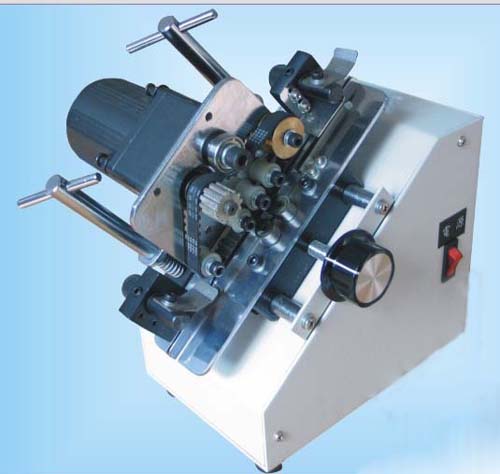
“跳线”参数说明
| 自动跳距范围: | 5~35mm | 自动化程度: | 全自动 |
| 品牌: | Rj | 速度: | 3001-7000(pcs/h) |
| 频率: | 50-60(Hz) | 最小成型间距: | 5mm |
| 最大成型间距: | 35mm | 成型线径: | 0.3-1.0mm |
| 最大成型脚高: | 10mm | 成型次数: | 7000次/小时 |
| 电压: | 220V | 最小成型脚高: | 3mm |
| 重量: | 45kg |
“跳线”详细介绍
木箱打包
德邦物流
货运托运到购方最近营业网点,购方到货运公司营业网点自提;
淘宝价格为未税价格;如需开17%票,请联系15989576616齐生
技术指标
项目
技术参数
电压
220V
频率
50-60(Hz)
最小成型间距
5mm
最大成型间距
35mm
成型次数
7000次/小时
成型线径
0.3-1.0mm
最小成型脚高
3mm
最大成型脚高
10mm
机子45KG.
注意:关机后一定要将线退离机器!!!
操作说明:
一:成型铜线转轮29—左线槽26—送线轮27—线槽22进入成型刀模成型。
二:线脚距离的调整;
1.松开上下成型刀压板,调整螺杆12,把上成型刀16,17调整至所需距离,上好压板;
2.调整螺杆杆14,使上下成型刀达到所需间隙即可;
3.注意调整后各下成型刀要保持相互平行;
4.调整手轮39使之成型线脚等,高为宜,38向上送线距离变短,反之送线距离变长;
三.上下成型刀间隙调整;
1.成型线径间0.5mm时,上下成型刀间隙在0.3-0.4mm之间即可;
2.成型线径间0.5mm时,上下成型刀间隙在0.4-0.5mm之间;
3.以上数据仅供参考。
四.切断时间的调整;
切断时间以上下成型刀16,18刚好压上成型线进切断刀把线切断为宜。调整方法如下:
如图1,松开螺母43,逆时针转动偏心轮6,使上下成型刀16,18刚好压上成型线。
1.转动切刀??13,使切刀向上压上成型线,拧紧螺母43;
2.调整螺母8,使上下成型刀16,18刚好压上成型线时,切断刀把线切断为好。
五.送线时间调整:
1.逆时针转动偏心轮35带送线把线送出时,停止转动;
2.松开偏心轮6压紧离开下成型刀上刀面,拧紧偏心轮6,压紧螺钉即可;
3.调整完送线时间后,要重新调整切断时间和切断时间对照调整。
六.送线高低调整:
成型线从切断口出来后,最好是平直进入上下成型刀之间,这样成型效果最好,只需调整弹簧30就可以达到目的。
拉紧弹簧30,成型片向上弯曲;
1.放松弹簧,成型线向下弯曲。
七.切断刀和右线槽间隙调整:
1.松开压板21的两个螺钉;
2.把右线槽22紧靠切断刀面,上紧压板即可。
八.如需成型间距在25以上时,须把POS6A轴承上至偏心轮35的最上孔中。
注意:每次调整机器后先手动试机,没有问题后再动机;
常见故障及消除方法
成型两脚不平行
主要是上下成型刀间隙不对,或上下成型刀不平行所至。
*调整方法见说明三。
二.成型两脚不在一平面内
主要是上成型刀安装好,下成型刀16,17两转线槽不在一平面内,或成型脚没有进入线槽内。
*调整方法:重新安装上成型刀,使之两转槽在同一平面内。
三.成型两脚或单脚毛刺过大,主要是:
1.切断刀和右线槽间隙过大所致;
2.切断刀不锋利所致。
四,送线有时长有时短,主要是:
压线轮紧力不够;
送线轮27压紧螺针松动;
单向轴承松动;
五.送线不畅
可检查左右线槽是否有异物或成型线是否弯曲不流畅
六.成型件下落不流畅
1.上下成型刀间隙不对,重新调整间隙;
2.成型线进入上下成型刀之间不平直(向上弯曲);
本厂产品推荐:
电容剪脚机,电阻成型机,电容成型机,LED成型机,跳线成型机,震动盘,气动零件成型机等零件加工成型设备
德邦物流
货运托运到购方最近营业网点,购方到货运公司营业网点自提;
淘宝价格为未税价格;如需开17%票,请联系15989576616齐生
技术指标
项目
技术参数
电压
220V
频率
50-60(Hz)
最小成型间距
5mm
最大成型间距
35mm
成型次数
7000次/小时
成型线径
0.3-1.0mm
最小成型脚高
3mm
最大成型脚高
10mm
机子45KG.
注意:关机后一定要将线退离机器!!!
操作说明:
一:成型铜线转轮29—左线槽26—送线轮27—线槽22进入成型刀模成型。
二:线脚距离的调整;
1.松开上下成型刀压板,调整螺杆12,把上成型刀16,17调整至所需距离,上好压板;
2.调整螺杆杆14,使上下成型刀达到所需间隙即可;
3.注意调整后各下成型刀要保持相互平行;
4.调整手轮39使之成型线脚等,高为宜,38向上送线距离变短,反之送线距离变长;
三.上下成型刀间隙调整;
1.成型线径间0.5mm时,上下成型刀间隙在0.3-0.4mm之间即可;
2.成型线径间0.5mm时,上下成型刀间隙在0.4-0.5mm之间;
3.以上数据仅供参考。
四.切断时间的调整;
切断时间以上下成型刀16,18刚好压上成型线进切断刀把线切断为宜。调整方法如下:
如图1,松开螺母43,逆时针转动偏心轮6,使上下成型刀16,18刚好压上成型线。
1.转动切刀??13,使切刀向上压上成型线,拧紧螺母43;
2.调整螺母8,使上下成型刀16,18刚好压上成型线时,切断刀把线切断为好。
五.送线时间调整:
1.逆时针转动偏心轮35带送线把线送出时,停止转动;
2.松开偏心轮6压紧离开下成型刀上刀面,拧紧偏心轮6,压紧螺钉即可;
3.调整完送线时间后,要重新调整切断时间和切断时间对照调整。
六.送线高低调整:
成型线从切断口出来后,最好是平直进入上下成型刀之间,这样成型效果最好,只需调整弹簧30就可以达到目的。
拉紧弹簧30,成型片向上弯曲;
1.放松弹簧,成型线向下弯曲。
七.切断刀和右线槽间隙调整:
1.松开压板21的两个螺钉;
2.把右线槽22紧靠切断刀面,上紧压板即可。
八.如需成型间距在25以上时,须把POS6A轴承上至偏心轮35的最上孔中。
注意:每次调整机器后先手动试机,没有问题后再动机;
常见故障及消除方法
成型两脚不平行
主要是上下成型刀间隙不对,或上下成型刀不平行所至。
*调整方法见说明三。
二.成型两脚不在一平面内
主要是上成型刀安装好,下成型刀16,17两转线槽不在一平面内,或成型脚没有进入线槽内。
*调整方法:重新安装上成型刀,使之两转槽在同一平面内。
三.成型两脚或单脚毛刺过大,主要是:
1.切断刀和右线槽间隙过大所致;
2.切断刀不锋利所致。
四,送线有时长有时短,主要是:
压线轮紧力不够;
送线轮27压紧螺针松动;
单向轴承松动;
五.送线不畅
可检查左右线槽是否有异物或成型线是否弯曲不流畅
六.成型件下落不流畅
1.上下成型刀间隙不对,重新调整间隙;
2.成型线进入上下成型刀之间不平直(向上弯曲);
本厂产品推荐:
电容剪脚机,电阻成型机,电容成型机,LED成型机,跳线成型机,震动盘,气动零件成型机等零件加工成型设备