通过认证
通过认证
“济南联恒大型镜面辊镜面加工设备”参数说明
| 是否有现货: | 是 | 认证: | ISO9001 |
| 适用行业: | 通用 | 精密度: | 精密 |
| 类型: | 镜面加工 | 自动化程度: | 自动 |
| 刀具数量: | 1 | 加工方法: | 滚压 |
| 型号: | LHUSM-57 | 规格: | 600*700*1600 |
| 商标: | 联恒 | 产量: | 1000 |
“济南联恒大型镜面辊镜面加工设备”详细介绍
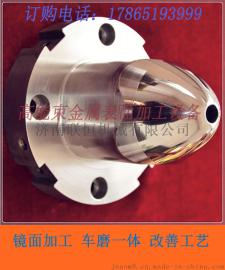
山东联恒机械有限公司产品:高能束专用机床、车磨复合刀架、金属表面加工,金属镜面加工,振动车削,振动钻铣,内外圆磨床,镜面抛光机;改善传统工艺、大大提高效益、以车代磨,车磨一体,效率快、效果好、价格低、操作简单、维修方便、配件便宜、性能优越、性价比高.网址:www.jnusm.com,电话:18866816757
济南联恒生产的大型镜面辊加工设备是利用高能束技术,通过刀具将高能束流(2万~4万次每秒的高频脉冲流)作用在金属表面,金属表面组织在高能束流的作用下发生塑性形变,表面组织发生纳米化重新排列,在冷却硬化后,工件的镜面度可以提高3个等级以上,耐磨性、耐腐蚀性、抗疲劳性、使用寿命也都得到20%~50%甚至几倍到几十倍的提高。
镜面辊加工的工艺对比传统工艺:粗车-精车-二次装夹-粗磨-精磨-抛光高能束加工:粗车-精车-束能加工
镜面辊加工技术与加工流程
1、组件焊接:组焊内板、轴头、衬套、堵板、内管等,内管做静平衡50g之内,内管划旋向线,焊扁钢流道。
2、配车、装、焊接:配车内管、尺度与外管过盈0.4mm, 两幅板倒焊缝角15X30度,打磨内管,清渣、查验内管尺度与外管内径尺度是不是相适应,热套到位,待冷却缩短后,全体组焊。(注:45#钢焊前加温,焊后保温)
3、退火、粗车、淬火:退火热处理,技术调质,多重去应力,粗车留余量,做静平衡,大于50g,需求核算借偏量,上车床借车。淬火:外表硬度请求HRC58°-60°,辊面无龟裂纹。
4、精车、粗磨:两轴头修顶针孔,两轴头对辊面跳动,<0.05,按图请求加工长度到尺度,外圆放余量,0.5-0.6。磨支持圆做托架位,按图请求磨辊面尺度,Ra0.5两轴头对辊面跳动<0.02。
5、动平衡、电镀、精磨:做动平衡G40级,封堵透气孔,做压力试验无泄漏,做水压疏通试验。电镀硬铬,单边0.15铬层均匀无针孔,掉落等缺点。精磨两轴头,两轴承挡对辊面跳动<0.01粗糙度0.8。其他轴头各挡位磨到公役规模。
6、磨砂、精磨镜面或抛光:用圆盘磨床磨砂辊面,查验辊面,无水波纹、螺旋纹、针眼、苍蝇租等暇质。上抛光机床,抛辊面至粗糙度Ra0.01-0.005(光洁度达14级)做到超镜面。镀铬抛光后硬度HRC62°。
加工效果


济南联恒生产的大型镜面辊加工设备是利用高能束技术,通过刀具将高能束流(2万~4万次每秒的高频脉冲流)作用在金属表面,金属表面组织在高能束流的作用下发生塑性形变,表面组织发生纳米化重新排列,在冷却硬化后,工件的镜面度可以提高3个等级以上,耐磨性、耐腐蚀性、抗疲劳性、使用寿命也都得到20%~50%甚至几倍到几十倍的提高。
镜面辊加工的工艺对比传统工艺:粗车-精车-二次装夹-粗磨-精磨-抛光高能束加工:粗车-精车-束能加工
镜面辊加工技术与加工流程
1、组件焊接:组焊内板、轴头、衬套、堵板、内管等,内管做静平衡50g之内,内管划旋向线,焊扁钢流道。
2、配车、装、焊接:配车内管、尺度与外管过盈0.4mm, 两幅板倒焊缝角15X30度,打磨内管,清渣、查验内管尺度与外管内径尺度是不是相适应,热套到位,待冷却缩短后,全体组焊。(注:45#钢焊前加温,焊后保温)
3、退火、粗车、淬火:退火热处理,技术调质,多重去应力,粗车留余量,做静平衡,大于50g,需求核算借偏量,上车床借车。淬火:外表硬度请求HRC58°-60°,辊面无龟裂纹。
4、精车、粗磨:两轴头修顶针孔,两轴头对辊面跳动,<0.05,按图请求加工长度到尺度,外圆放余量,0.5-0.6。磨支持圆做托架位,按图请求磨辊面尺度,Ra0.5两轴头对辊面跳动<0.02。
5、动平衡、电镀、精磨:做动平衡G40级,封堵透气孔,做压力试验无泄漏,做水压疏通试验。电镀硬铬,单边0.15铬层均匀无针孔,掉落等缺点。精磨两轴头,两轴承挡对辊面跳动<0.01粗糙度0.8。其他轴头各挡位磨到公役规模。
6、磨砂、精磨镜面或抛光:用圆盘磨床磨砂辊面,查验辊面,无水波纹、螺旋纹、针眼、苍蝇租等暇质。上抛光机床,抛辊面至粗糙度Ra0.01-0.005(光洁度达14级)做到超镜面。镀铬抛光后硬度HRC62°。
加工效果